









近年来,机械制品多功能、高功能化的发展势头十分强劲,要求零件必须实现小型化、微细化、精密化。为了满足些要求,则所用材料必须具有高硬度、高韧性;高耐磨性,高导热性;而具有这些特性材料其加工难度也变得特别大,因此又出现了新型难加工材料;难加工材料就这样随着时代发展及专业领域不同而出现,其特有加工技术也随着时代及各专业领域研究开发而不断向前发展。另一方面,随着信息化社会到来,难加工材料切削技术信息也可通过因特网互相交流,因此,今后有关难加工材料切削加工数据等信息将会更加充实,加工效率也必然会进一步提高。
那么有了新的加工难题在选择刀具上也是多加了一道难题!我们面对难加工材料该如何选择合适的刀具呢?
首先我们应该清楚难加工材料切削条件:难加工材料切削条件历来都设定得比较低,然而随着刀具的性能提高,高速高精度CNC机床的出现,以及高速铣削的方式引进等;目前,难加工材料切削已进入高速加工、精密加工以及刀具长寿命化时期。采用小切深以减轻刀具切削刃负荷,从而可提高切削速度进给速度的加工方式,已经成为切削难加工材料的最佳方式。当然,选择适应难加工材料特有性能刀具材料的刀具,其几何形状也极为重要,而且应力求刀具切削轨迹最佳化。例如,钻削不锈钢等材料时,由于材料热传导率很低,因此,必须防止切削热大量滞留切削刃上,为此应尽可能采用间断切削,以避免切削刃切削面摩擦生热,这将有助于延长工具寿命保证切削稳定。用球头立铣刀对难加工材料进行粗加工时,工具形状夹具应很好配合,这样可提高刀具切削部分振摆精度夹持刚性,以便高速回转条件下,保证将每齿进给量提高到最大限度,同时也可延长工具寿命。
其次我们应该要知道切削难加工材料时,通常出现刀具磨损包括如下两种形态:
(1)由于机械作用而出现磨损,如崩刃或磨粒磨损等;
(2)由于热及化学作用而出现磨损,如粘结、扩散、腐蚀等磨损,以及由切削刃软化、溶融而产生破断、热疲劳、热龟裂等。
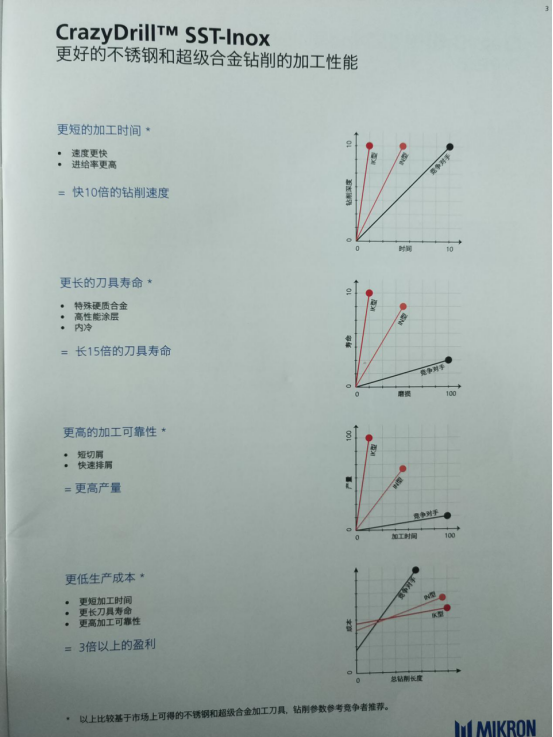
最后我们才来谈该如何选择刀具:这些难加工材料很频繁被用于高科技产业,也就是说材料会暴露在极端的条件下。因此,刀具需要具备很多优秀品质:如耐热、耐腐蚀、耐酸、生物相容性好,成型性好、甚至硬度高等等。为了能够提供一个小直径难加工材料的产品加工方案,米克朗刀具已经将以上各种因素纳入在其刀具研发过程中,并赢得了“最适合难加工材料”的头衔。

易搜刀具网 最专业的数控刀具网站 提供极致用户体验,让刀具买卖更容易! www.esitools.com






