









21世纪,陶瓷材料及其制品将形成新兴产业之一,陶瓷材料硬度高、脆性大、热导率低,是一种难加工材料。为了满足工业界对陶瓷零件高精度、高表面质量、高效率和低成本的要求,华菱超硬刀具工程师结合在陶瓷行业的加工经验,主要从切割和切削两方面,与大家共同探讨,抛砖引玉。
一、陶瓷切割加工
1.陶瓷切割加工难点
陶瓷具有很高的硬度,如氧化铝陶瓷、碳化钛陶瓷硬度可到HV2250-3000,比硬质合金还要高,仅次于金刚石和立方氮化硼,具有很高的耐磨性,而且在切割过程中,被切割陶瓷面的精度和粗糙度有一定要求,普通的加工方式无法加工,华菱超硬研制的金刚石超薄切割片在陶瓷切割方面无疑是成功的。
2.华菱超硬陶瓷切割片
针对陶瓷切割,华菱超硬推出整体型和基体型两种金刚石超薄切割片,分别用于不同精度要求的情况下。
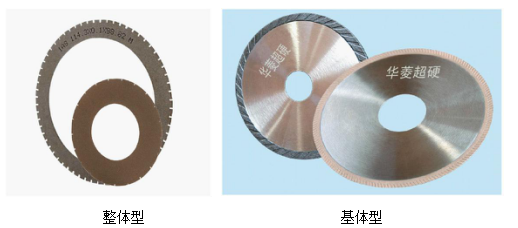
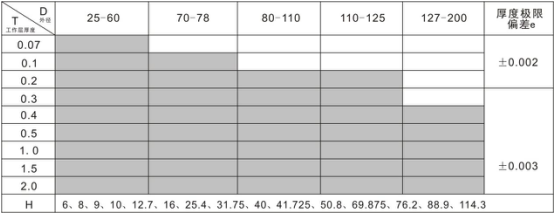
华菱超硬金刚石超薄切割片分整体型和基体型,其中整体型金刚石超薄切割片,整体采用同种材料制作。厚度薄、精度高,多用于高精度、小切深的陶瓷切槽和切断。具体尺寸和精度如下表:
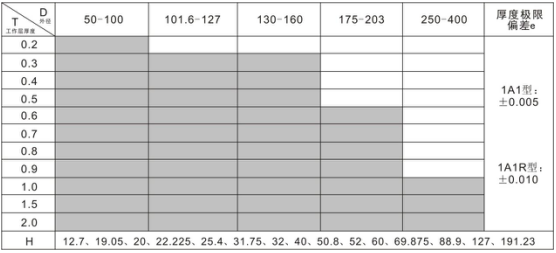
基体型金刚石超薄切割片,是指切割片外圆环带为磨料工作层,而中心部分为高强度高刚性金属材质,也称作外环型切割片。一般稍厚,刚性好,多用于中、大切深的切槽和切断。具体尺寸和精度如下表:
二、陶瓷切削加工
1.陶瓷材料的车削加工
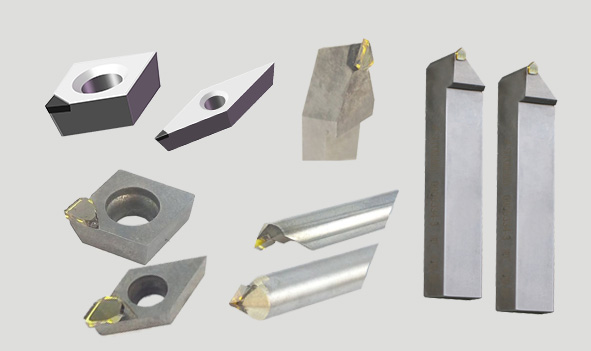
陶瓷是典型的硬脆材料,具有很高的硬度、耐磨性,除了易切陶瓷,如一般工程陶瓷的切削,只有超硬刀具材料(金刚石)才能胜任。
对于陶瓷的粗加工工序一般选择聚晶金刚石(PCD)刀具,聚晶金刚石(PCD)刀具是人造金刚石微粒在高温高压下烧结而成的,遇到冲击或震动不易破损,适合陶瓷材料的开粗加工。
对于陶瓷材料的精加工,使用天然单晶金刚石刀具进行微切削(采用小的切削深度和进给量)。天然单晶金刚石刀具切削刃锋利,硬度高,耐磨性是氧化铝陶瓷的10倍,切削时热磨损很小,可保证陶瓷材料较高的尺寸精度和表面光洁度。同时也用于其他砂轮很难加工的的部位如开槽加工,曲面仿形加工等。
2.陶瓷材料的铣削加工
良好的加工表面质量,在减少表面缺陷,提高零件强度和装配精度,降低摩擦磨损,延长陶瓷零件的使用寿命等方面具有重要作用,此时,超硬铣刀就成了陶瓷零件铣削的最佳选择。
目前随着5G时代的到来,陶瓷模具,陶瓷零件大部分出现,华菱超硬用于陶瓷手机端盖的超硬铣刀取得可非常理想的效果,可以再CNC机床上对陶瓷零件进行加工,去掉大部分余量,然后再进行研磨和抛光,实现陶瓷材料加工的以铣代磨,效率得以成倍提高。其中华菱PCD铣刀目前最小直径可做到1mm。

CVD金刚石涂层铣刀铣削氧化锆陶瓷表面的效果
其中陶瓷表面粗糙度受铣削参数、铣削路程等因素影响,其中每齿进给量的影响最大,表面粗糙度随着每齿进给量的增加呈增大趋势,因此在铣削过程中,应选择小的进给量加工。
姓名:崔锦霞
来源:原创稿件
邮箱:cuijinxia@hlcbn.com
电话:0371-66681275/15617638511
易搜刀具网 最专业的数控刀具网站 提供极致用户体验,让刀具买卖更容易! www.esitools.com






